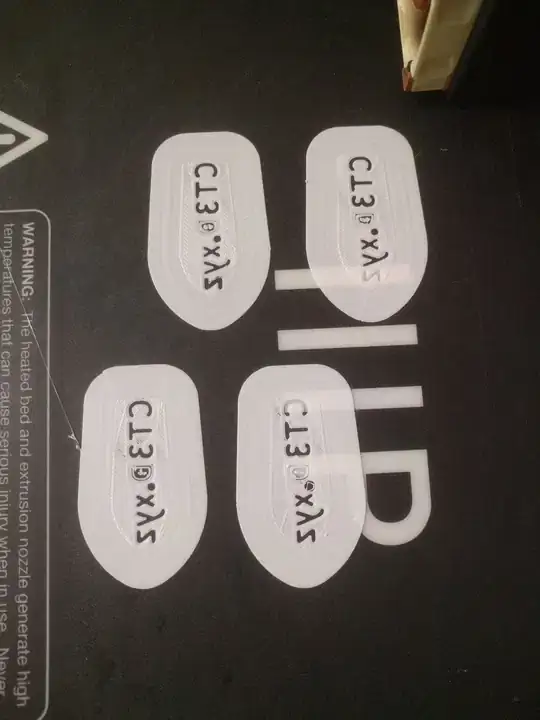
I was using Cura's default settings for a Prusa I3 on my MonoPrice Select V2 (model #13860), and got horrible results frequently. Then I used the settings you list, and got very nice results. Compare the below images for the bottom layer of 4 benchys, with adhesion brim.
I'm using PLA, 0.4mm nozzle, 60C for bed, 200C for extruder, 1.75mm filament from Hatchbox.
Default Cura Settings
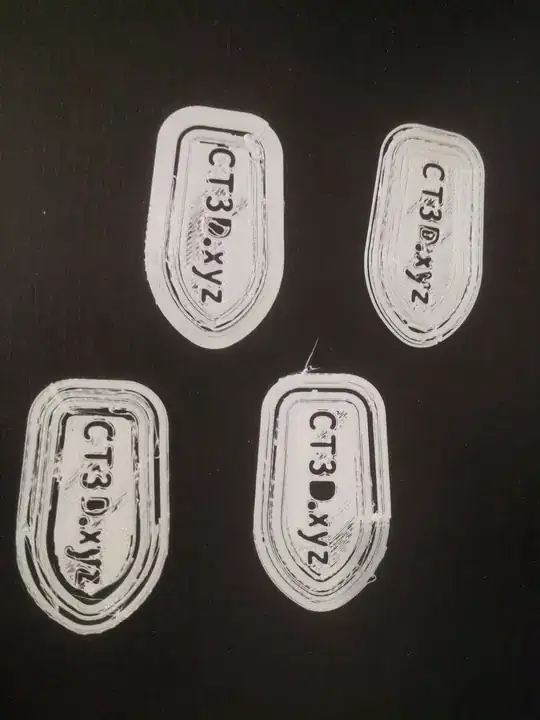
Listed Settings
Settings breakdown
Setting Cura default Recommended
Print Speed 60 50
Outer Wall Speed 30 15
Inner Wall Speed 60 30
Top/Bottom Speed 30 20
Travel Speed 120 80
Symptoms of my printer being told to print too fast:
Material would not adhere properly to the print bed, and would start making clumps. These would rest either on the bed, or on the nozzle itself. The ones on the bed would grow taller than layer height, making the next pass of the nozzle bump against it, further depositing material on it. The clumps on the nozzle would drop at other points, leaving stringing filament all over, and further compromising the next pass of the head.
This might seem like a bed adhesion problem, but the prints were very well attached to the bed; I had to apply a lot of force to remove a 15*15cm square from the bed.
Increasing the hot-end temperature seemed to help; at some point we were printing at 230C, well beyond Hatchbox' extrusion temperature range (range is listed as 180C-210C for this PLA batch).
Ultimately, reducing print speed to the settings listed helped us increase print quality back to acceptable levels.

